工厂建模需要完成工厂生产现场建模(工厂建模)、完成工厂人员及角色导入(组织架构)、完成工厂计划下达(生产计划)、完成生产班组排班(班组排班)、完成生产产品基础信息配置。
01 工厂建模

工厂-车间-产线-工位,构建工厂的数据结构。工厂下建立多个车间,每个车间配置有单条或多条产线,每条产线由多个工位组成。

如某生产制造厂,该厂下有808车间、809 车间两个车间。
808车间下有部装线、总装线、检测线三条产线;809车间下有生产制造一线、生产制造二线两条产线。
808车间部装线有BZ0001、BZ0002....BZ0066共计66个工位;809车间生产制造一线有SC-01-1001、SC-01-1002...SC-01-1088共计88个工位。
其中长产线可能存在分段的情况,可用“线体”标识,如某双电机线,包含热套线、电机线、转子线、总装线、检测线5个线体组成。
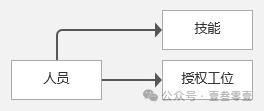
工厂的具体生产任务由每个工位逐步实现,工位上有具体设备辅助生产。操作设备需要具备相应的技能。在工厂建模串联上工位-设备-技能之间的关系。

单工位的操作工需要上岗,需要先完成该工位的技能培训与考核,然后实现操作工工位授权。
工厂建模完成了工厂架构的信息梳理,等同于建厂房。
02 组织架构
有了厂房,就需要人员入驻,让生产运行起来。

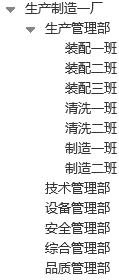
该工厂设立了生产管理部、技术管理部、设备管理部、安全管理部、综合管理部、品质管理部。生产管理部下辖装配一班、装配二班、装配三班、清洗一班、清洗二班、制造一班、制造二班。

其中装配班组用于支持808车间的产线生产;后续基于业务扩展,开起了白班、夜班两班倒,扩展了装配四班、装配五班、装配六班。各个班组只对应一条产线。
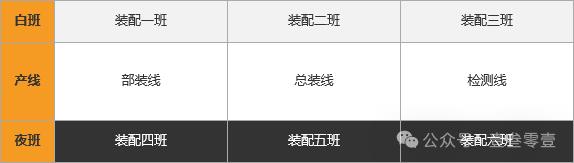
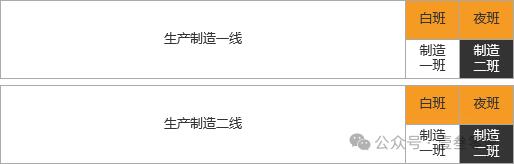
其中制造班组用于支持809车间的产线生产。各班组存在对应多条产线的情况。
清洗班组主要完成配件的入厂清理及检查、成品的出厂清理及检查,从而无固定生产产线。
班组和产线构建关系,班组的成员需要和工位构建关系。
班组中需要每个工位有对应操作人员,每个工位需要有其负责人。且现实业务中存在请假情况,在单个人缺席的情况下,产线需要正常运转,需要每个班组有备用人员。班组常形成的情况为班组长、多名副班长、多个操作工,其中一个操作工对应单个或多个工位。
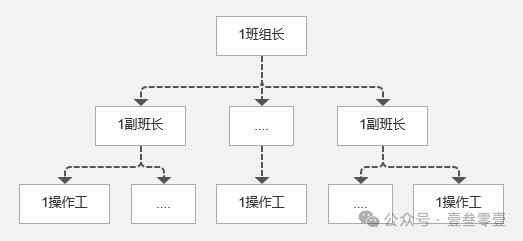
其中副班长可以是分管产线各段,如上面有线体情况时,文文管热套线、武武管转子线、双双管电机线、泉泉管总装线、白白管检测线。也可以是分不同业务角色管,文文管5S、武武管安全、双双管现场、泉泉管安全。
业务调整及生产模式的调整,会带来组织架构的调整。组织是为了达成共同目标而服务的,人员招聘到位、组织搭建完善,相当于搭班子。
03 生产计划
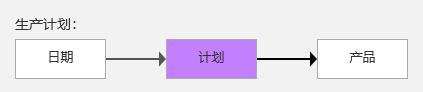
下达生产任务,需要明确在具体日期生产多少产品,实现日期-计划-产品之间的关联。
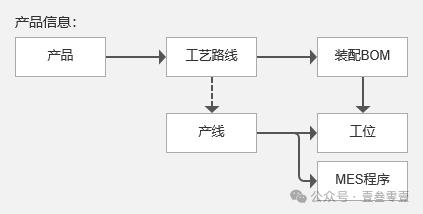
基于产品信息,可以知晓产品需要哪些产线投入生产,各产线需要哪些工位投入生产。
产品决定需要的产品工艺路线,基于工艺路线可以知晓需要哪些工位参与装配,这是产品在设计完成时就确定的信息,也是产品的基础信息。
产品通过一步步的工序,在所有配件一一装配上,最终完成生产并检测,进入产品库。
04 班组排班
分解到各个班组,关键就成为了具体日期在具体产线完成具体数量的产品生产。班组排班就成了这个关联关系构建的桥梁。
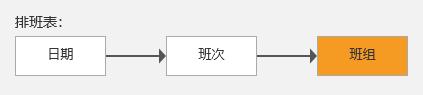
班组排班确定日期-班次-班组之间的关系。
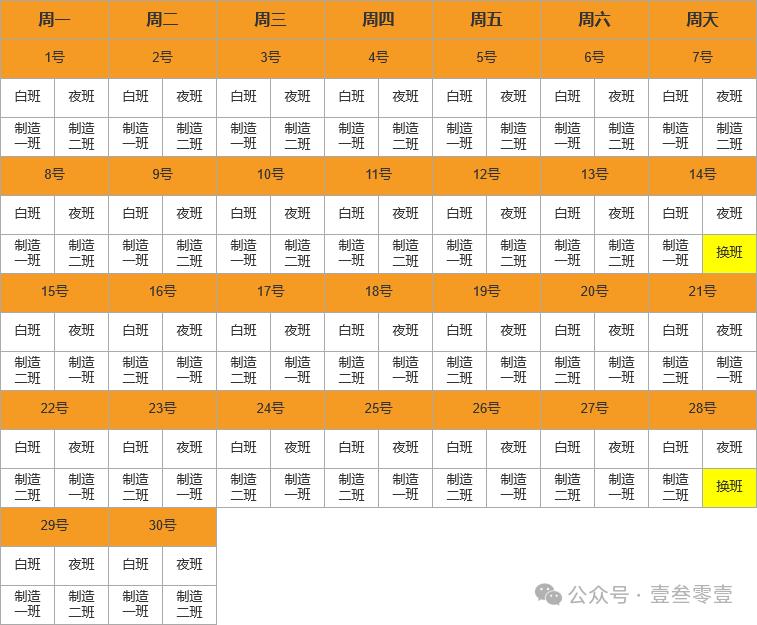
排班表有 日期+班次+班组 信息;工厂建模中有 班组+产线 信息;生产计划有日期+产品+(产线)信息,从而知晓班组和产品之间的关系、人员和工位之间的关系。
当然,任务在执行之后,直接会记录执行任务人员信息,扩展表信息,就更易查询了。前面的信息链路主要用于班组计划信息的获取。
05 产品信息
产品通过BOM实现产品和物料关系管理。

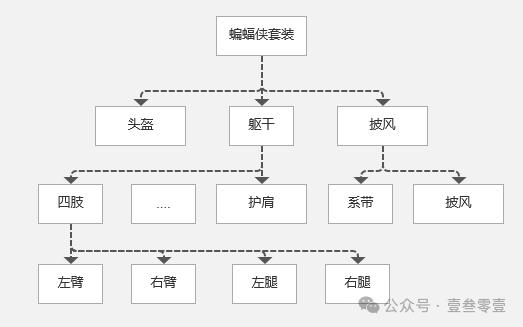
基于产品信息BOM,按照工序拆解出装配BOM,支持产品完整装配过程。

通过工厂建模完成厂房搭建,通过组织架构完成人员导入,通过生产计划完成计划下达,通过班组排班完成产品生产,串联完成产品生产主流程,也是MES系统的另类拆解方案。